钢结构防腐处理全流程:勘查、防护、除锈及后续要点
- admin
- 2026-01-21
- 钢结构资料库
- 332浏览
一、施工工序
(一)现场勘查评估
施工之前,技术团队运用超声波测厚仪、涂层检测仪等专业设备,针对钢结构的锈蚀等级展开全面勘查,针对涂层破损程度作全面勘查,针对结构变形情况予以全面勘查;结合钢结构所处的环境,像是工业大气环境、高盐雾环境、多粉尘环境等,剖析腐蚀介质的类型,分析侵蚀强度,从而明确防腐等级的要求,依据勘查结果,制定专项方案,也就是“差异化除锈 + 匹配性涂装”的方案钢结构防腐处理,选定防腐涂料体系,选定施工工艺,以此确保方案契合现场工况钢结构防腐处理,兼顾防腐性能以及经济性。
(二)安全防护部署
依照钢结构呈现的分布特性(像是厂房之中的钢梁、设备框架以及管廊支架等之类),构建起高空作业平台加上安全防护网的防护架构,作业人员配备双防坠安全绳还有防滑劳保鞋,整个过程系挂得稳固扎实;针对钢结构周边的生产设备、电气仪表运用防水布加上塑料薄膜进行双层遮蔽,以此防止除锈粉尘兼及涂装材料造成污染;于作业区域安置硬质隔离围栏以及安全警示标识,区分出施工区和通行区,严格禁止无关人员擅自进入;配备专职安全员自始至终在旁边进行监督,随时排查高空坠物、触电等安全方面的隐患。
(三)基面除锈处理
重度锈蚀区域,采用喷砂除锈工艺,石英砂被选作磨料,精准控制喷砂压力,精确把控喷砂角度,彻底清除氧化皮,完全 eliminate 厚层锈斑,清除旧涂层残留物,除锈等级达 Sa2.5 级,钢材表面呈现均匀金属光泽 。
中度锈蚀存在的区域,采用角磨机并配合钢丝轮进行打磨操作,将疏松锈层以及已经粉化的涂层予以去除,最终使得除锈等级能够达到St3级 。
处于边角位置,以及焊缝和,螺栓节点这般的死角部位,采用砂纸通过手工进行打磨,要保证不会有锈蚀残留,。
除锈工作结束之后,运用高压吹风机去吹扫表面的粉尘,于4小时之内完成底漆的涂装,以此防止钢材表面出现二次氧化 。
(四)分层涂装施工
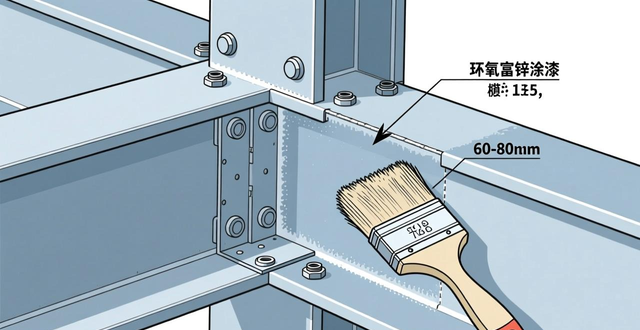
对于底漆涂装,要选用环氧富锌底漆,这种底漆有着优异的阴极保护功能,采用辊涂结合刷涂的途径,着重去涂刷焊缝、螺栓连接点以及边角等容易被腐蚀的部位,干膜厚度要控制在60到80μm,要保证底漆均匀覆盖且没有遗漏,以此增强涂层跟钢材基面的粘结力。
进行中涂漆涂装时,需喷涂环氧云铁中间漆,其干膜厚度要控制在 100 至 120 微米之间,从而形成致密的物理防护屏障,以此阻隔水汽以及腐蚀性介质的渗透,进而提升涂层抗冲击、抗磨损的能力。
面漆涂装,要选用氟碳面漆或者聚硅氧烷面漆,依据业主需求调配指定色彩,运用高压无气喷涂工艺来施工,以此确保漆膜均匀饱满,且色泽一致,干膜厚度需控制在80至100μm,提升涂层抗紫外线以及抗酸雨腐蚀能力,保障8到10年的长效防腐。
二、 竣工验收
外观质量标准
钢结构涂层的色泽,均匀一体,不存在流挂、针孔、起皮以及开裂等方面的缺陷,焊缝、螺栓节点、边角这些部位的涂装,严密且不存在漏涂现象,整体的外观,整洁又美观,与厂区环境协调统一 。
性能指标方面,标准涂层厚度要求干膜总厚度要符合设计规定,每100平方米检测时不少于5个点,并且合格率要达到100%;附着力测试时,运用划格法测试结果需达到1级标准,涂层不能有脱落情况或者仅有边角处轻微剥落现象;防腐性能上,经过人工加速老化测试或者盐雾测试后,涂层不能出现粉化、变色以及锈蚀现象,要满足设计防腐年限所需的要求。
资料验收标准
施工单位呈上完备的竣工资料,其中涵盖勘查评估报告,还有施工方案,以及涂料合格证,另外有除锈检查记录,再者是涂装施工日志,还有涂层检测数据,以及竣工验收表等,要让资料齐全,使数据真实,令签字盖章规范,达成“工程实体合格、资料档案完整”的双验收目标。
防腐处理钢结构施工
本站文章除注明转载/出处外,均为本站原创或翻译。若要转载请务必注明出处,尊重他人劳动成果共创和谐网络环境。
转载请注明 : 文章转载自 » 麦子二手钢结构 » 钢结构资料库 » 钢结构防腐处理全流程:勘查、防护、除锈及后续要点