CNC加工中心表面粗糙度解析:如何达到1.6光洁度及影响因素
- admin
- 2025-01-24
- 钢结构资料库
- 439浏览
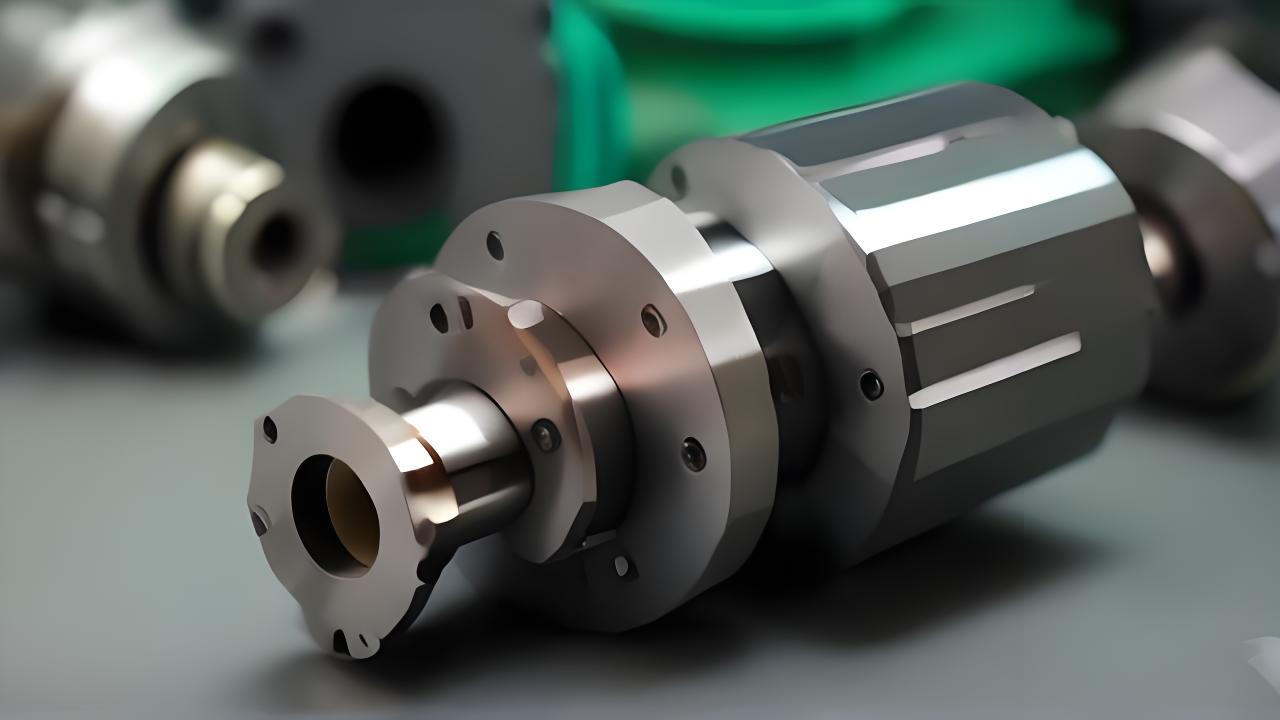
CNC处理中心具有强大的综合处理能力,一次安装工件后,可以完成更多的处理内容。许多普通设备无法完成的处理更适合单个处理或小批次和多种多样性生产,以进行复杂的外观和高精度要求。 CNC处理表面粗糙度可以多少?
表面粗糙度通常由处理方法和其他使用的因素形成。例如,在CNC处理过程中的工具和部分之间的摩擦,在分离头皮屑时表面层金属的塑性变形以及过程系统中的高频振动。由于CNC加工方法和工件材料的不同,加工表面的深度,密度,形状和质地叶叶片的表面却不同。
通常,普通的机床处理约3.2,高速机器可以达到1.6平滑度;请注意,可以看到处理过程中使用的工具和切割参数。细节如下:
1。CNC驾驶粗糙度:
CNC转动正在旋转工件,工具安装在平面上的直线或曲线中,以处理内部和外部圆柱形,末端表面,锥体表面,形成表面和螺纹的计算机CNC处理过程。
(1)通常CNC转弯表面粗糙度为1.6-0.8μm。
(2)粗糙的汽车:使用较大的切割深度和大型进度来提高效率,而无需降低切割速度。表面粗糙度要求为20-10μm。
(3)半通用和不锈钢车:使用小切割速度和高速进料,表面粗糙度要求为10-0.16μm。
(4)用于高精度CNC车床:细磨碎的钻石刀可以是高速的,并且精确地切割了颜色的金属工件。表面粗糙度为0.04-0.01μm,也称为“镜面切割”。
第二,CNC板球切割粗糙度:
骑自行车是一种内部切割技术钢结构表面粗糙度,它使用刀来扩大孔或其他现有的圆形轮廓。使用的工具通常是单边刀(杆)。它适用于从半路处理到精细处理的处理。
(1)钢孔的准确性可以达到2.5-0.16μm。
(2)精度精度可以达到0.63-0.08μm。
3。CNC铣削和处理粗糙度:
CNC铣削是指使用在计算机的机器上控制的多点工具处理静态工件的过程,该工具适用于处理凹槽,飞机,齿轮和特殊功能。
(1)铣削的一般表面粗糙度为6.3-1.6μm。
(2)粗研磨精度:20-5μm。
(3)半十分铣削:10-2.5μm。
(4)方形铣削:6-0.63μm。
第三,磨床CNC的粗糙度:
磨削是一个磨料的处理过程,可切断工件上的多余材料。它被广泛用于机械制造业。它通常用于半精确处理和精细处理,可以实现精致的处理和精确的切割。您可以控制固定工件周围的研磨。
(1)研磨的表面粗糙度通常为1.25-0.16μm。
(2)精确研磨的表面粗糙度为0.16-0.04μm。
(3)超精确研磨的表面粗糙度为0.04-0.01μm。
(4)镜面研磨的表面粗糙度小于0.01μm。
CNC处理表面的粗糙度与机械零件的复杂性,耐磨性,疲劳强度,接触刚度和噪声密切相关,这对机械产品的使用寿命和可靠性有重要影响。通常标记为RA。
采样长度应基于零件的实际表面和纹理特征的形成。应选择可以反映表面粗糙度特征特征的长度。当获得采样长度时,应根据实际表面轮廓的一般方向执行采样长度。采样长度的规格和选择是限制和削弱表面粗糙度对表面粗糙度的测量结果的影响。
表面粗糙度对零件的使用有很大的影响。一般而言,表面粗糙度值很小,可以提高质量,降低磨损并延长零件的使用寿命,但是零件的处理成本将增加。因此,应正确且合理地使用表面粗糙度值。设计零件时,根据机器中零件的作用确定表面粗糙度值的选择。
尽管CNC加工可以产生严格公差和各种金属或塑料材料的细微部分,但由于加工过程的减少,零件的表面在加工后的刀痕会较小。但是,我们可以使用多种方法来改善CNC处理部件的表面粗糙度,视觉性能和耐磨性。 CNC处理精度的分类是什么?
现有的CNC处理技术对磨削准确性(最低公差)的要求最高。杆冲洗机,铸造和其他车站可以高高地教授。掌握每个过程的准确性公差可以使CNC处理中心的表现良好。对于不同的行业,不同产品的准确性水平不同。让我们一起看看!
一般而言,IT6是CNC处理的重要合作指标,该指标根据国际准确性公差进行分配。 IT6表示掩模具有高均匀性要求,这可以确保相当高的协调性能。使用稳定且可靠的。处理中心可以完成多个过程,例如钻孔,铣削,镗,扩展,铰链和攻击线。
钻孔是处理中心的重要过程。钻孔是处理孔的基本方法。通常钢结构表面粗糙度,在钻机和车床上进行钻孔。一些准确性要求相对较高。您也可以使用CNC处理中心完成。钻孔精度不高,通常只有12.5〜6.3μm,工件的表面粗糙度通常仅为12.5〜6.3μm。但是,随后的半秒 - 精确处理和精确处理通常通过扩展和矩形孔完成。
铣削处理是CNC加工中心最重要的处理过程。可以说,CNC处理中心的所有处理都是使用铣刀进行的。差分提要可以分为倒铣削和平滑铣削。使用多重刀刀剪裁工件是一种有效且常用的处理方法。它用于处理平面,凹槽和其他复杂形状,例如弯曲的模具。具有这种公差精度的表面粗糙度在0.63至5微米之间。本质铣削处理精度的精确耐受性通常可以达到IT16-IT8级别。
内径的处理通常被切割。使用刀扩展光圈或修理圆形轮廓的CNC加工方法通常用于将半断层处理转换为精确处理。对于钢结构零件,孔的精度误差水平可以达到IT9-IT7,表面粗糙度为2.5〜0.16微米。
以上是CNC处理的粗糙表面程度的分级和CNC处理的准确性。 Nuo Po的编辑认为,您认为您基本上对CNC处理技术有一定的了解。一般而言,CNC转弯表面粗糙度为1.6-0.8μm,研磨的表面粗糙度通常为1.25-0.16μm,铣削的一般表面粗糙度为6.3-1.6μm。当然,这些参数可供参考,这些参数符合实际情况。深圳Nuo Po Intellighent Manufacturing Technology Co.,Ltd。是一家中国合资企业,被政府授予“国家高科技企业”资格。该公司有两个主要方向:智能制造业务和产品业务。项目支持服务。
CNC加工中心表面粗糙度
本站文章除注明转载/出处外,均为本站原创或翻译。若要转载请务必注明出处,尊重他人劳动成果共创和谐网络环境。
转载请注明 : 文章转载自 » 麦子二手钢结构 » 钢结构资料库 » CNC加工中心表面粗糙度解析:如何达到1.6光洁度及影响因素