直缝焊接钢管的成型优势、焊接质量控制及全面质检保障产品品质
- admin
- 2025-04-14
- 钢结构资料库
- 1164浏览
直缝焊接钢管在成型的整个过程中,其形变是均匀的,残余应力较小,表面也没有刮痕。生产加工后的螺旋钢管,在直经以及壁厚的规格和规格型号范围方面,具有较大的灵活性。特别是在生产制造高端厚壁管时,尤其是中小型直经厚壁管,它具有其他技术无法比拟的优势,能够满足客户对螺旋钢管规格型号的诸多要求。
选用优秀的电弧焊技术,正面和反面都可以。这样能够在良好的位置进行焊接,不会出现边沿移位的情况,也不会有焊接误差,焊道也能完全,焊接品质容易被控制。

直缝焊接钢管生产加工工艺具有技术性特性和特性,产品质量检验也具有特性和特性、特性和方式。
对直缝焊接钢管进行 100%的产品质量检验钢结构直缝钢管,检验钢管生产的过程,以确保产品品质。
成条生产流水线的全部机器设备都有能与电脑数据采集系统连接网络的功能,以保持数据的即时传输。控制室负责操纵生产流程中的性能参数。
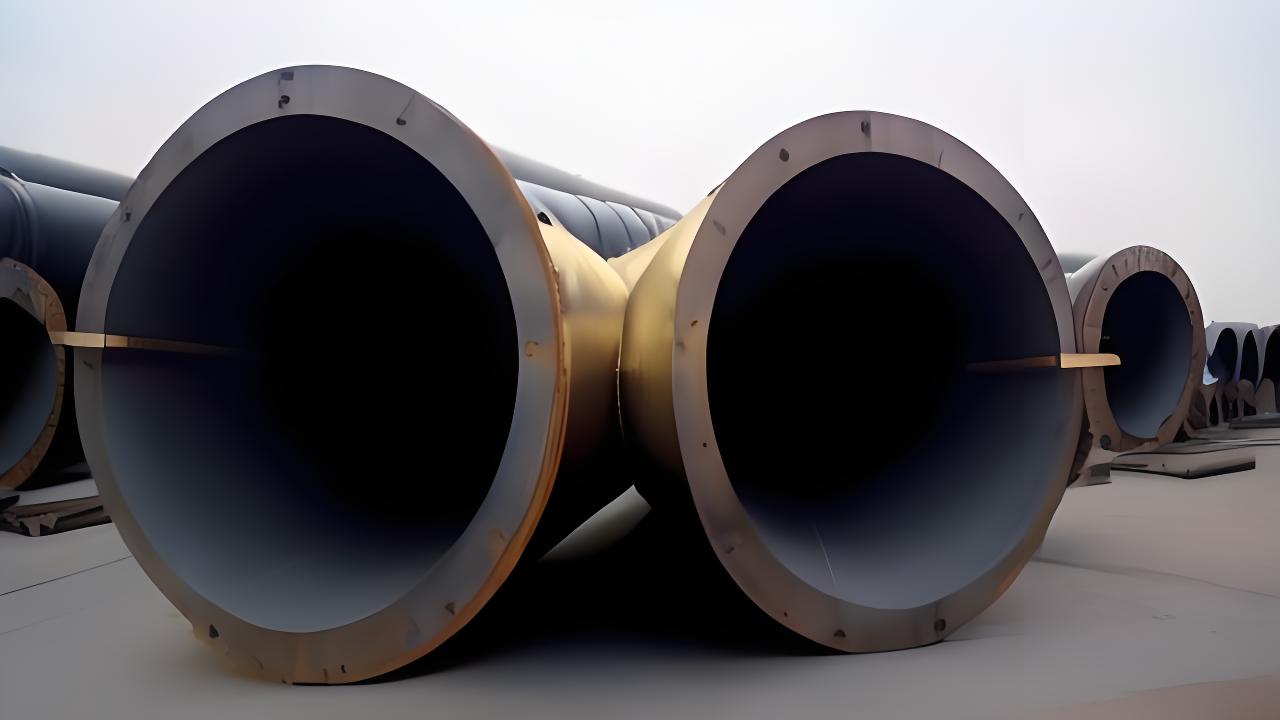
直缝焊接钢管根据截面的形状可分为圆管和异形管。在圆心相同的情况下,由于圆形的面积较大,所以圆钢管能够输送大量的流体。此外,当承受内部或外部径向压力时,环形的截面相对较为均匀。
直缝焊接钢管是把低碳环保结构钢或低合金结构钢按一定螺旋式角(成形角)进行冷轧,制成管坯,接着焊接管缝而形成的。它可以用窄带钢来生产制造大直径无缝钢管。其规格型号通过直径*壁厚来表达。焊管要确保焊接的打压试验、抗压强度以及冷拔性能都符合要求。
在焊接工艺方面,直缝焊接钢管的焊接工艺和直焊接钢管是一样的。然而钢结构直缝钢管,直焊接钢管中不可避免地会存在很多丁字焊缝,这就使得焊接缺陷出现的几率大大提高。丁字焊缝处的电焊焊接内应力非常大,焊缝金属材料通常处于三维应力状态,从而增加了产生裂痕的概率。依据电弧焊加工工艺技术规范,每根焊接需有引弧点和灭弧点。然而,每根直缝焊管在电焊焊接环缝时,无法达到这一标准。所以,灭弧点可能会存在较多的焊接缺陷。
螺旋钢管焊接技术
本站文章除注明转载/出处外,均为本站原创或翻译。若要转载请务必注明出处,尊重他人劳动成果共创和谐网络环境。
转载请注明 : 文章转载自 » 麦子二手钢结构 » 钢结构资料库 » 直缝焊接钢管的成型优势、焊接质量控制及全面质检保障产品品质